
Пријатељи који то радеИнвестициони ливењеЗнајте да се овај посао односи на "детаље одређују успех или неуспех". Купци могу желети ножеве авиона, медицинска опрема или прецизни делови инструмента, а разлика од 0,01 мм може да направи производ. Данас разговарајмо о томе како постићи тачност одливака.
1. израда модела воска - "први пролаз" тачности
Модел воска је попут "гена" ливења. Ако је овај корак крив, сви остали ће бити узалуд. Сада маинстреам користи 3Д модели за штампање воска, а тачност светлосне смоле може доћи до ± 0,05 мм, што је много боље од традиционалне ручно-резбарије. Али обратите пажњу на контролу температуре. Ако се температура радионице разликује за 5 ℃, стопа скупљања воштаног модела може бити нероватна. Препоручује се употреба константне опреме температуре и влажности, не штедите овај мали новац.
2 Процес израде шкољка - не дозволите да вам керамичка шкољка "јама"
Колико слојева слика силика соли примењује се и колико сваки слој дебљине директно утиче на коначну величину. Једна фабрика је била лења и четкана је један мање слоја, што је резултирало рупама са песком по целој површини ливења. Сада је популарно користити "прављење градијента" - фини прах за унутрашњи слој и груб прах за спољни слој, који не само да не само да осигурава глаткост, већ и смањење стресних деформација. Не заборавите да дуже време осушите шкољку, у супротном ће "експлодирати" директно током девајксима.
3. Топљење и изливање - "темперамент" растопљеног метала мора се разумети
Стопа скупљања од нехрђајућег челика и легуре високог температура може се разликовати за 1%! Величина калупа мора бити подешена у складу са својствима материјала. Температура изливања је још критичнија. Одређени фабрика ваздухопловних делова директно је укинула ливење јер је температура била 20 ℃ виша и величина зрна је била груба. Сада користимо софтвер за анализу протока калупа да симулира унапред, што је много поузданије од суђења и грешке.
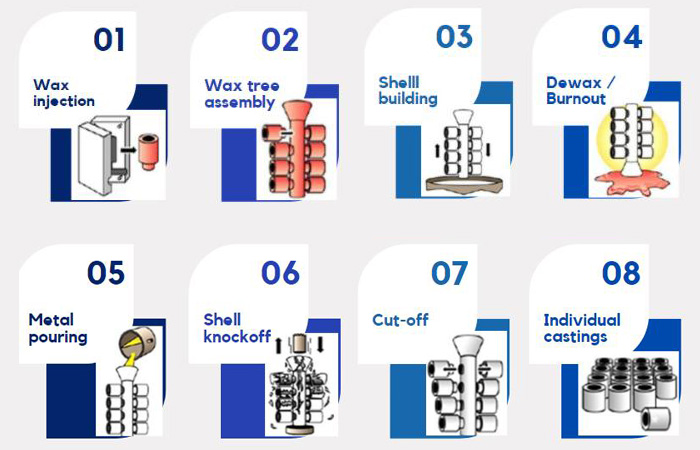
4. Подношење - мљевење се не заснива на грубици
Више је стабилније користити роботе за мљевење бураИнвестициони одливциОд ручног рада, али програмирање је у реду. Видео сам да људи користе велике брушења точкове како би уштедели невоље, али се мљели кроз делове танких зида. "Магнетно брушење" сада је популарно. Мали делови су заокружени у магнетном пољу, а тачност се може контролисати на ± 0,02 мм.
5. Методе инспекције - не чекајте док се пошиљка "отвори слепа кутија"
Три координатна мерна машина је стандардна, али не заборавите препознавање рендгенске грешке. Била је фабрика која је направила лопатице за турбине. Површинска инспекција је била квалификована, али рендгенски снимак је пронашао унутрашње поре и замало изгубило наређење купца. Сада се користи и АИ визуелни преглед, што је брже од људског ока и не греши.
Закључак:
У коначној анализи, тачност одливака постиже се целом сетом "комбинованих удараца". Од восковних калупа до инспекција, свака веза се мора схватити озбиљно. Сада је тржишна конкуренција тако жестока, ко може добити додатни 0,01 мм у тачност може да преузме врхунске наредбе. Следећи пут када купац постави "како да обезбеди тачност", само баци овај чланак - професионалне ствари морају се решити професионалним методама.
Као професионални произвођач и добављач, пружамо висококвалитетне производе. Ако сте заинтересовани за наше производе или имате било каквих питања, слободно се пријавитеКонтактирајте нас.
Већина наших понуда се испоручује у року од 24/36 сати. и обично за много краће време, у зависности од детаља пројекта.
Наш тим ће вас директно контактирати у вези са вашом ценом за ЦНЦ машинску обраду како би се уверио да сте примили и разумели све аспекте ваше понуде и да одговори на сва питања која имате о вашим опцијама.